There are various ways or techniques of machining which are categorized into conventional and non-conventional. Production or manufacturing can be simply defined as value addition processes in which low utility and value raw materials are converted into high utility and valued products with definite dimensions, forms, and finishes imparting some functional ability due to inadequate material properties and poor or irregular size, shape, and finish.
In this article, you’ll get to know the conventional and non-conventional types of machining processes and their operations.

Read more: Understanding conventional machining process
Contents
Types of machining processes
Machining processes are categorized into two; conventional and non-conventional machining processes.
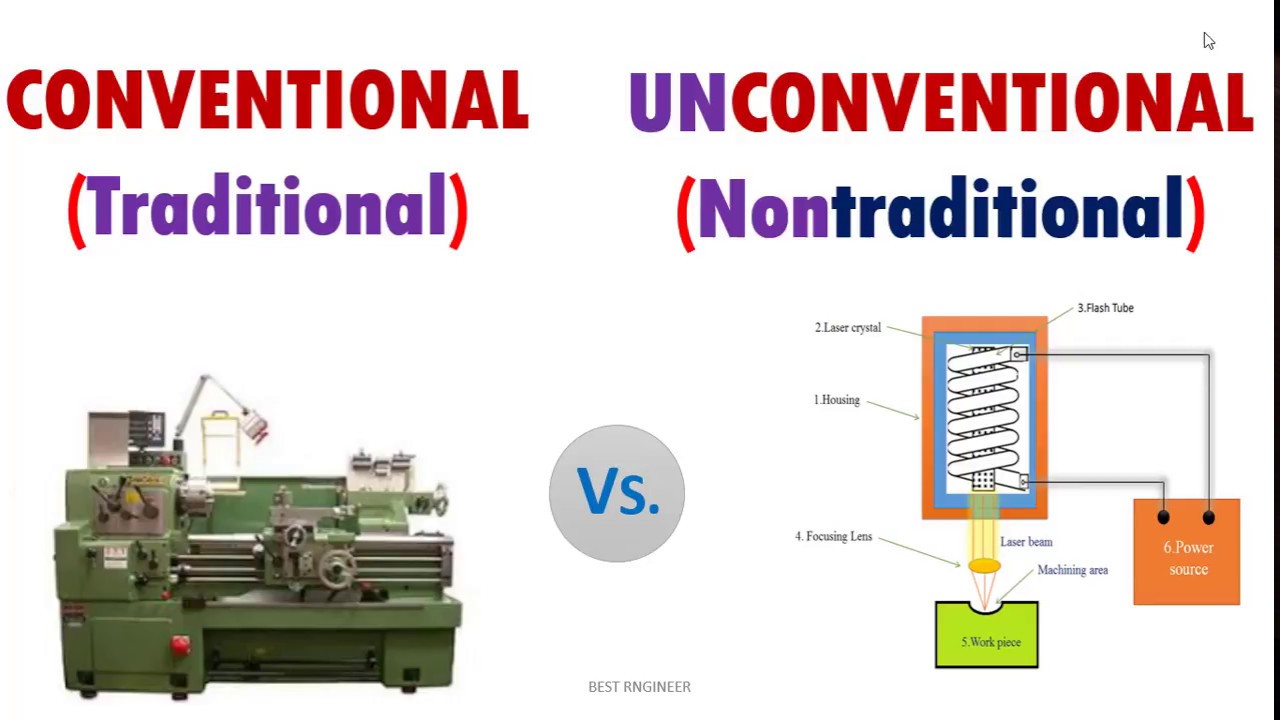
Conventional machining:
A conventional machining process is one in which the machining is done using the traditional way, that is, without the use of any sophisticated methods. As a result, this machining method is also known as traditional machining. Sharp point cutting tools, such as the taper tool in the lathe machine for tapering, are employed in this technique for machining. The following are the types of conventional machining processes:
Turning Machine
The horizontal metal-turning machine, often known as an engine lathe, is the most significant of all machine tools. Many of its core mechanical principles are included in the design of other machine tools, making it the father of all other machine tools. The engine lathe is a simple machine tool that can be used for a range of operations including turning, facing, and drilling. It turns and bores with a single-point cutting tool. Turning procedures include turning straight or tapered cylindrical shapes, grooves, shoulders, and screw threads, as well as facing flat surfaces on the ends of cylindrical pieces, and entail cutting extra metal from the exterior diameter of a workpiece in the form of chips. Most common hole-machining operations, such as drilling, boring, reaming, counterboring, countersinking, and threading with a single-point tool or tap, are included in internal cylindrical operations.

Read more: Understanding lathe machine
Grinding machines
Grinding machines use a spinning abrasive wheel, also known as a grinding wheel or an abrasive belt, to remove microscopic chips from metal parts. The most precise of all the basic machining techniques are grinding. Hard or soft items are ground to tolerances of plus or minus 0.0001 inch using modern grinding machines (0.0025 millimeters). (1) plain cylindrical, (2) internal cylindrical, (3) centerless, (4) surface, (5) off-hand, (6) special, and (7) abrasive-belt grinding machines are some of the most prevalent types of grinding machines.

Read more: Understanding grinding machine
Shapers and planers
Single-point tools are used to machine flat surfaces, grooves, shoulders, T-slots, and angular surfaces during shaping and planning operations. The largest shapers can process components up to 36 inches long and have a 36-inch cutting stroke. The shaper’s cutting tool oscillates, cutting on the forward stroke and automatically feeding the workpiece toward the tool on the return stroke. Planning machines are similar to shapers; however, they can handle longer workpieces. Some planners can cut pieces as long as 50 feet. The workpiece is held in place by a reciprocating table that moves it beneath a cutting tool. After each cutting stroke, this tool, which remains stationary during the cutting stroke, automatically feeds into the workpiece.

Read more: Difference between shaper and planer machine
Milling machines
In these types of machining processes, the workpiece is fed against a rotating cutting tool called a milling cutter in a milling machine, which cuts metal. For a wide range of milling operations, cutters of various shapes and sizes are offered. Flat surfaces, grooves, shoulders, inclined surfaces, dovetails, and T-slots are all cut with milling machines. For cutting concave forms and convex grooves, rounding corners, and cutting gear teeth, various form-tooth cutters are utilized. Milling machines come in a range of styles, which can be categorized as follows: (1) standard knee-and-column machines, including horizontal and vertical versions; (2) bed-type or manufacturing machines; and (3) special-purpose milling machines.

Read more: Understanding milling machine
Drilling machines
Drilling machines, also known as drill presses, use a twist drill to make holes in metal. They also employ a range of other cutting tools to accomplish basic hole-machining operations like reaming, boring, counterboring, countersinking, and tapping internal threads with a tapping attachment.

Read more: Understanding drilling machine
Presses
Shearing, blanking, shaping, drawing, bending, forging, coining, upsetting, flanging, squeezing, and hammering are some of the operations used to make metal parts. All of these operations necessitate presses that have a moveable ram that can be pressed against an anvil or a base. Gravity, mechanical connections, hydraulic or pneumatic systems may all be used to power the moving ram.
Non-conventional machining:
Traditional machining processes are based on the idea that the tool is tougher than the workpiece. However, some materials are too hard or brittle to be machined using traditional processes. The usage of extremely hard nickel-based and titanium alloys in aviation engines, for example, has sparked interest in nontraditional machining techniques, particularly “electrical methods.” Below are the various types of non-conventional machining techniques:
Electron-beam machining (EBM)
In any material, the EBM process is used to cut fine holes and slots. A beam of high-velocity electrons is focused on a workpiece in a vacuum chamber. When electrons collide with a workpiece, their kinetic energy is converted to heat, which vaporizes small portions of the material. Because of collisions with gas molecules, the electrons do not scatter in the vacuum. EBM can cut holes as small as 0.001 inches (0.025 mm) in diameter or slots as narrow as 0.001 inches in materials with a thickness of up to 0.250 inches (6.25 millimeters). In the semiconductor sector, EBM is also employed as an alternative to light optics production methods.

Electrical-discharge machining (EDM)
EDM is the process of disintegrating electrically conductive materials such as hardened steel or carbide by directing high-frequency electrical spark discharges from a graphite or soft metal tool, which serves as an electrode. The electrode and workpiece are immersed in a dielectric liquid, and a feed mechanism maintains a spark gap between the electrode and the workpiece of 0.0005 to 0.020 inches (0.013 to 0.5 millimeter). The particles are flushed away as spark discharges melt or evaporate small particles of the workpiece, and the electrode advances. The procedure is used to machine dies, molds, holes, slots, and cavities of practically any shape. It is accurate but slow.

Electrochemical machining (ECM)
ECM replicates electroplating in reverse. In this process, metal is dissolved from a workpiece with direct current at a controlled rate in an electrolytic cell. The workpiece serves as the anode and is separated from the tool, which functions as the cathode, by a gap of 0.001 to 0.030 inches (0.025 to 0.75 millimeter). The electrolyte, which is commonly an aqueous salt solution, is poured across the inter-electrode gap under pressure, flushing out metal dissolved from the workpiece. The anode workpiece is machined into a complementary shape as one electrode travels closer to the other to maintain consistent spacing. The lack of tool wear and the ability to process a harder workpiece with a softer cathode tool are two advantages of ECM. ECM is used in the aircraft engine and automobile industries for deburring, drilling small holes, and machining exceptionally hard turbine blades, among other things.

Ion beam machining (IBM)
A stream of charged atoms (ions) of inert gas, such as argon, is accelerated by high energies in a vacuum and directed at a solid workpiece in IBM. By delivering energy and momentum to atoms on the surface of the item, the beam removes atoms from the workpiece. When an atom collides with a cluster of atoms on a workpiece, between 0.1 to 10 atoms are dislodged from the workpiece material. IBM is utilized in the semiconductor industry and in the production of aspheric lenses because it allows for precise machining of nearly any material. Texturing surfaces to improve adhesion, producing atomically clean surfaces on devices like laser mirrors, and altering the thickness of thin coatings are all examples of how the technology is employed.

Laser machining (LM)
LM is a technique for cutting metal or refractory materials that involves melting and vaporizing the material with an intense laser beam. Drilling with a laser is used to cut microscopic holes (0.005 to 0.05 inch [0.13 to 1.3 millimeters]) in materials that are too tough to process using standard methods, despite the fact that it is energy-intensive because the substance must be melted and vaporized to be removed. The laser drilling of diamonds to be used as dies for drawing wire is a popular application. Drilling and cutting ceramics and substrates for integrated circuits are also done using lasers, and the aerospace industry employs CNC-controlled lasers to cut profiles and drill holes in engine parts.

Plasma arc machining (PAM)
PAM is a plasma-arc, or tungsten inert-gas-arc, torch technique for cutting metal. The torch fires a high-velocity jet of high-temperature ionized gas (plasma) that cuts through the workpiece by melting and displacing material. The plasma zone can reach temperatures of 20,000° to 50,000° F (11,000° to 28,000° C). Most metals, including those that cannot be cut successfully with an oxyacetylene torch, can be cut with this method. The PAM technique has been used to cut aluminum alloys up to six inches (15 centimeters) thick and stainless steel up to four inches (10 centimeters) thick using heavy-duty torches. Flat plate profile cutting, stainless steel groove cutting, and massive, hardened steel turning on lathes are all applications for this procedure.

Other methods of non-conventional machining process include:
Ultrasonic machining (USM)
In USM, the material is removed from a workpiece by vibrating abrasive particles in a water slurry circulating through a tight space between a vibrating tool and the workpiece at a high frequency. The tool, which is shaped like the cavity to be created, oscillates at 19,000 to 40,000 hertz with an amplitude of around 0.0005 to 0.0025 inches (0.013 to 0.062 millimeter) (cycles per second). The tool removes material by vibrating the abrasive grains against the workpiece’s surface. Ultrasonic machining is generally used to cut hard, brittle materials that may or may not be electrical conductors or insulators.
Cutting semiconductor materials (such as germanium), engraving, drilling fine holes in glass, and machining ceramics and precious stones are all frequent USM applications. Ultrasonic twist drilling is a modified version of the procedure in which an ultrasonic tool is turned against a workpiece without the need for an abrasive slurry. This type of USM has drilled holes as small as 80 micrometers.
Chemical machining (CHM)
By using a controlled chemical action, this nonelectrical technique eliminates metal from specific or general locations. To protect places that need not be removed, masking tape might be utilized. The procedure is similar to that used to create metal printing and engraving plates. Chemical blanking, which is used to cut blanks of thin metal components, and chemical milling, which is used to remove metal from selected or overall sections of metal parts, are two types of chemical machining techniques.
Photochemical machining (PCM)
PCM is a branch of CHM that employs a combination of photographic and chemical etching techniques to create components and devices in a variety of metals, particularly stainless steel.
Water-jet machining
Water is blasted through small nozzles at extremely high pressures to cut through materials including polymers, masonry, and paper in the water-jet machining process. Water-jet machining has several advantages over other methods: it produces no heat, the workpiece does not distort during machining, the process can begin anywhere on the workpiece, no pre-machining preparation is required, and the procedure produces minimal burrs. To improve the pace of material removal, an abrasive is occasionally added to the water, especially in finishing operations. When using this approach, the offshore business uses saltwater as the working fluid.
That is all for this article where the various types of conventional and non-conventional machining processes are being discussed. I hope you get a lot from the reading, if so, kindly share with other students. Thanks for reading, see you around!
Leave a Reply