Today I will be discussing the definition, applications, equipment, diagram, parts, working, advantages, and disadvantages of Electroslag welding ESW. Previously, an article was published on submerged arc welding. checkout!

Read more: Top Lists of Best Cheap Welders
Contents
What is electro-slag welding?
Electroslag welding is an arc welding process that generates heat by an electric current. A consumable electrode is used and the weld surface is covered with a molten slag. It is a highly productive, single-passing welding process for thick material of about 25mm to about 300mm. It is performed in a vertical or close to a vertical position.
ESW is a combination of both arc welding and resistance welding because, in the beginning, the heat is generated when the electrode is stuck to the workpiece, leading to a melt flux and creating a molten pool on the joint surface. The current now flows between the pool and the heat, developed due to electric resistance.
Applications
The applications of electro-slag welding are vast and specialized. However, they are used for the following:
- It is used in heavy industries where plate thickness is up to 80 mm to be joined.
- Welding of thick-walled large-diameter pipes is done by this welding process.
- Welding of storage tanks is done by it.
- It is used to construct big and thick parts of ships.
Read more: Understanding submerged arc welding (SAW)
Working principles

In the ESW process, firstly the current flow between the welding electrode and the workpiece. It creates an arc between them, which melts the filler wire. The melt filler metal is deposited into the joint area, which solidifies in it. the current flowing will generate heat due to the electric resistance. The heat is used to continuously melt down the filler metal into the weld zone. The copper shoe and the fed mechanism both move upward until the whole cavity is formed.
Read more: Understanding welding inspection
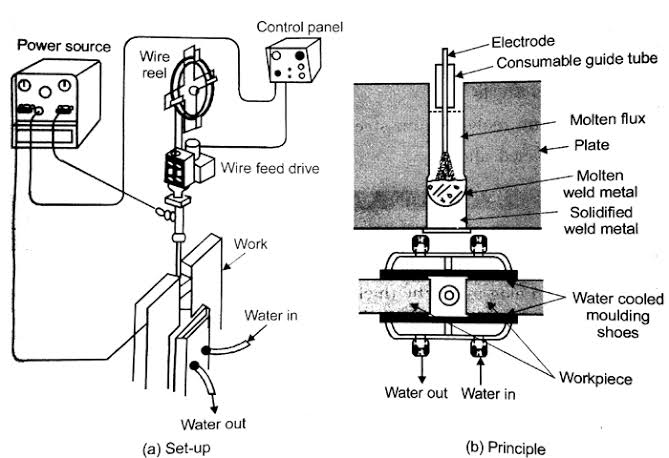
Electro slag welding machine:
The common part in an electro-slag welding machine includes an electrode, flux, and electrode guide tube.

Watch the video below to learn the working of electro-slag welding ESW:
Read more: different between welding and brazing joining process
Advantages and disadvantages of electro-slag welding
Advantages
Some advantages of electro-slag welding are stated below:
- Because of the slow cooling rate, cold cracking is avoided
- The process is semi-automatic and faster
- Slag remaining is eliminated
- Heavy parts can be weld
- Low cost for joint penetration
- Low distortion
Read more: Different types of welding defects and remedies
Disadvantages
Despite its good advantages, electro-slag welding still offers some disadvantages. The followings are the limitations of this welding process.
- A slow rate of cooling gives columnar grain to the weld
- Very high heat is applied to the base metals
- Proper cooling is needed for high-temperature applied
- Only the vertical position can be welded
- Offers low toughness to the weld
Read more: Understanding electro slag welding (ESW)
That is all for this article, where the definition, applications, diagram, machine, working, advantages, and disadvantages of electro-slag welding are being discussed. I hope you got a lot from the reading, if so, kindly share it with other students. Thanks for reading, see you next time!
Leave a Reply